
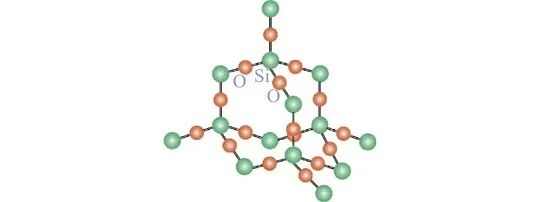
石英( quartz),化学式 SiO2,是一种架状结构的硅的氧化物,也是α-石英(低温石英,三方晶系)和β-石英(高温石英,六方晶系)的总称。α-石英和β-石英的转变温度为573℃,未加说明时,常指 α-石英。
石英是一种重要的造岩矿物和自然界中最常见的矿物。它作为岩石圈的重要组成部分,广泛存在于岩浆岩、变质岩、沉积岩和热液脉体中。在上地壳的整体矿物组成中,石英约占23.2%,仅次于位列第一的长石(约占39.9%)。实际上,长石是矿物族名称,包含了钾长石、钠长石、斜长石等多个矿物种,因此若按矿物种计算,石英无疑是地壳中分布最多的矿物。
石英,尤其是高纯石英的制备领域,存在着一些被行业公认的基本原则,我们可以将其总结为“石英提纯定律”。这些“定律”并非指像物理定律那样的绝对公式,而是描述了石英从原料到高纯乃至超高纯产品过程中,一系列不可违背的客观规律和核心挑战。
核心思想是:石英的纯度极限,从根本上取决于其原始矿物中的杂质含量和分布状态,而非仅仅取决于提纯工艺的先进程度。
定律一:原料禀赋决定理论纯度上限
内容:无论采用多么先进的提纯工艺,最终能得到的产品最高纯度,都无法超越原料本身的理论化学纯度。如果原矿的二氧化硅(SiO₂)本底含量为99.5%,那么绝不可能通过提纯得到99.9999%(4N)的高纯石英砂。
原理:石英中的杂质分为两类:
独立矿物杂质:如长石、云母、赤铁矿等。这些可以通过物理方法(如磁选、浮选)相对容易地去除。
晶格杂质:这是最关键的。杂质离子(如Al³⁺、Li⁺、K⁺等)在石英晶体生长过程中,取代了硅(Si⁴⁺)的位置进入晶格。这些杂质与石英主体化学键结合,物理方法几乎无能为力,是提纯的终极瓶颈。
推论:只有那些天生晶格杂质含量极低的花岗伟晶岩或热液脉石英,才具备成为高纯石英(尤其是用于半导体、光伏的顶级石英砂)原料的资格。全球这样的优质矿源非常稀少。
定律二:工艺效率由“包裹体”和“晶界”决定
内容:提纯工艺的效率和深度,高度依赖于杂质在石英中的赋存状态,特别是流体包裹体和晶界的数量与特征。
原理:流体包裹体:是石英生长过程中被包裹在内的微小液滴或气泡,内含K⁺、Na⁺、Cl⁻等各种离子。要破除这些“微小的杂质仓库”,需要能够破坏石英本身的高能手段(如高温热处理)。
晶界:是多晶石英中晶粒之间的边界,是杂质富集的主要区域。晶粒越细、晶界越多,杂质越容易被浸出;反之,大块的单晶石英(如水晶)晶界少,内部晶格杂质更难去除。
推论:对于含有大量流体包裹体或微晶结构的石英,即使化学本底不错,提纯到极高纯度也异常困难。
定律三:提纯成本随纯度要求呈指数级增长
内容:将石英从99.9%提纯到99.99%的成本,远高于从99%提纯到99.9%。追求最后一个“9”的纯度,其成本是惊人的。
原理:这符合经济学和工程学的普遍规律。初期可以通过简单的破碎、磨矿、磁选、浮选等低成本方法去除大部分独立矿物杂质。但要去除最后那部分顽固的晶格杂质和深藏不露的包裹体,需要采用:
1、高温氯化焙烧(在1000°C以上通入氯气,使杂质形成气态氯化物挥发)
2、高强度酸浸(使用高温、高浓度的混合酸,如王水、氢氟酸)
3、超纯水清洗等复杂、高能耗、高环保成本的工艺。
推论:高纯石英是一种高附加值的技术产品,其价格不仅反映了纯度,更反映了达到该纯度所付出的巨大技术和环境代价。
定律四:特定元素去除难度存在固有序列
内容:不同杂质元素的去除难度天差地别。铝(Al)通常是最难去除的,其次是磷(P)、硼(B)等。
原理:Al³⁺的离子半径与Si⁴⁺最接近,最容易取代硅进入晶格,形成稳定的结构。而硼(B)和磷(P)虽然含量低,但在半导体应用中是对电学性能有“杀手级”影响的杂质,必须深度去除。
推论:评价一种石英原料的优劣,不仅要看其总杂质含量,更要看其关键杂质元素(特别是Al、B、P、Na、K、Li)的本底值。
总结与应用
“石英提纯定律”告诉我们:
1、“巧妇难为无米之炊”:没有好的原料,再好的技术也做不出顶级高纯石英。这是资源禀赋的竞争。
2、“治未病”优于“治已病”:在采矿和初加工阶段就尽可能挑选出晶格纯净的大块矿石,远比后期处理一堆“先天不足”的原料要经济有效。
3、“一分纯度,一寸金”:半导体级(5N-6N)石英砂的价格远高于光伏级(4N)和光源级(3N),这背后是定律三的直观体现。
因此,在全球高纯石英市场中,像美国矽比科(Sibelco)的斯普鲁斯派恩(Spruce Pine)矿之所以能长期占据垄断地位,正是因为它拥有的矿源完美契合了定律一,其石英原料天生的晶格杂质含量极低,为后续提纯到超高纯度提供了无与伦比的“天花板”。而其他国家的竞争者,大多受制于原料瓶颈,很难在顶级产品领域与之抗衡。
■ 信息来源|汪灵. 2025. 石英提纯定律研究
